Plegadoras-encoladoras
Máquinas Plegadoras-encoladoras de cajas caracterizadas por su rapidez, facilidad en los cambios de formato y versatilidad, permitiendo la fabricación de una gran variedad de diseños de cajas de cartón.
Infórmese también de nuestros servicios de instalación, mantenimiento, formación y asesoramiento por técnicos locales con dilatada experiencia en plegado-encolado de estuches.
BUSCO UNA PLEGADORA-ENCOLADORA:
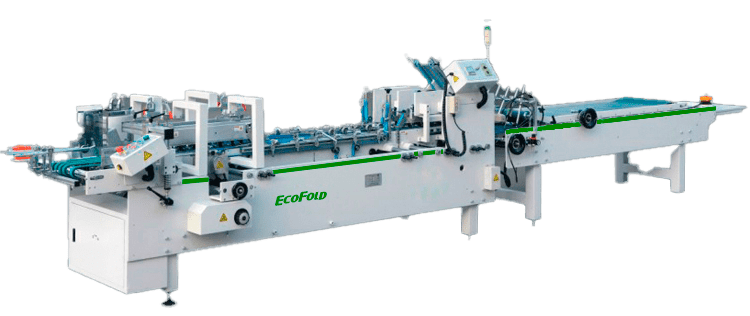
Serie Ecofold
Nuestra serie de plegadoras-encoladoras Ecofold es perfecta para el plegado y encolado de estuches lineales. Ideal tanto para empresas que se inician en este tipo de procesos como para aquellas que buscan una máquina de soporte eficiente y versátil para complementar su línea de producción de plegadoras-encoladoras.
Extremádamente fáciles de usar nuestra gama Ecofold permite producir estuches lineales y de doble pared a altas velocidades.
Serie Vicfold
La serie Vicfold nace para responder a una indústria cada vez más exigente, en la que manipuladores e impresores comerciales requieren de equipos flexibles, versátiles y rápidamente amortizables.

Altamente configurables, las Vicfold son ideales para fabricantes de estuches lineales, fondo automático, carpetas, 4/6 puntos en cartón compacto y microcanal.
Serie Ondufold
Robustez, fiabilidad y facilidad de manejo para la producción de cajas de tamaño medio y grande para la industria embalaje.
La Plegadoras-encoladoras Ondufold , de alta velocidad son aptas para cartoncillo de 250-800g, 1mm a 10mm de ondulado, contraencolado y micro tipo E, C, B, A.

Equipos de Plasma
AHORRO DE COSTES PARA SUS PLEGADORAS

Nuestros equipos de tratamiento de plasma, garantizan una gran calidad de encolado, a la vez que reducen el consumo de cola y permiten trabajar con colas frías estándares, en lugar de con costosas colas calientes especiales. Esto supone un gran ahorro en costes con un retorno de la inversión de pocas semanas, incluso días.
Los iones rompen la tensión de la super ficie del sustrato y crean básicamente un efecto “poroso” que permite una mejor adherencia, consiguiendo de esta forma, una mejor adhesión de la cola.
Accesorios
MEJORAS PRODUCTIVAS POR MENOS DE LO QUE IMAGINAS
El Vipack 500 es un recogedor modular e independiente, que se acopla a la sección de prensa de cualquier máquina dobladora-pegadora y apila verticalmente los cartones para su empaquetado manual. En el Vipack 500 los cartones giran 90º y su velocidad se reduce, de modo que los operarios pueden retirarlos fácilmente para colocarlos en cajas.

Tu plegado-encolado al máximo nivel
pREGUNTAS FREQUENTES
El proceso de plegado y encolado consiste en la conversión de un material plano en un producto terminado, como puede ser una caja, un sobre o cualquier tipo de artículo promocional.
Esto se consigue gracias al plegado de la pieza y la aplicación de un adhesivo que lo mantendrá unido y estable.
La pieza o pliego troquelado se introduce en la máquina que, tras pasar por diferentes módulos de railes y ganchos, va plegando sus paneles en determinadas posiciones, mientras que los adhesivos (normalmente cola fría) van pegando sus partes en las zonas deseadas.
Finalmente, una vez plegada y encolada, la pieza llega a la estación de prensado donde sometida a presión hasta que se seque el adhesivo.
Como especialistas en maquinaria para acabados gráficos desde 1956, Vilarnaucart cuenta con una amplia experiencia en el campo del plegadado encolado. La aplicación de las experiencias de nuestros usuarios junto a los conocimientos de nuestros técnicos nos permiten ofrecerle una amplia gama de soluciones en plegadoras-encoladoras. En este artículo resolvemos 8 problemas comunes reportados por nuestros usuarios y sus correspondientes acciones para solucionarlos.
1- QUÉ HACER CUANDO LA DISTANCIA ENTRE LOS CARTONES ES MAYOR QUE EN EL AJUSTE DE INTRODUCCION INICIAL
- Comprobar que las cartelas reguladoras del cartón no los presionen en exceso, que los brazos de apoyo de la pila no estén demasiado altos y que las correas introductoras tengan suficiente fuerza de arrastre en su avance hacia la sección de predoblado.
- Ver que las correas estén limpias del polvillo que produce el cartón o que brillen por el uso. Hay que limpiarlas y humedecerlas regularmente durante el tiraje.
2-QUÉ HACER CUANDO LAS CAJAS SALEN MARCADAS O RAYADAS EN UN PUNTO DETERMINADO
- Comprobar que las galgas limitadoras de paso no estén excesivamente ajustadas al cartón; si lo estuvieran, hay que elevarlas.
- Comprobar que los carros superiores, guía de doblado o patín, no presionen en exceso el cartón originando una marca o raya. Para encontrar la causa y solución, hay que trazar con un lápiz un sombreado sobre la zona marcada de la caja y volver a pasar la caja por la Máquina, con el mando de marcha a impulsos, de esta forma es fácil de encontrar el lugar donde se produce la marca.
3-QUÉ HACER CUANDO LOS CARTONES AVANZAN TORCIDOS, APARENTEMENTE SIN MOTIVO.
- Comprobaremos la velocidad de avance de las cintas transportadoras, para lo cual rayaremos con un lápiz las cintas de los carros inferiores sobre las roldanas de guía de la cinta. A continuación pondremos la Máquina en marcha lenta hasta que las rayas lleguen a la última roldana del carro o bien las cintas den una vuelta completa, verificando el posible desplazamiento entre las cintas y procediendo a retensarlas por medio de los tornillos tensores en caso necesario.
4-QUÉ HACER CUANDO SE EJERCE UNA FUERZA EXCESIVA SOBRE LOS CARTONES
- Comprobaremos que la presión del mecanismo tensor del puente de los carros superiores sobre las cintas de los inferiores no sea excesiva. De esta forma los cartones quedarán liberados y las cintas no resbalarán sobre sus ruedas motrices.
5-QUÉ HACER CUANDO LAS LINEAS DE HENDIDO NO COINCIDEN CON EL DOBLADO SOBRE LA CAJA
- Comprobar el ajuste realizado en la preparación del cartón y revisar la posición de las guías, cintas y roldanas de doblado, etc., y, en definitiva, de todos los elementos auxiliares que hayamos necesitado.
6-QUÉ HACER CUANDO LAS CAJAS TERMINADAS QUEDAN ENCOLADAS EN SU INTERIOR
- Si el ajuste de aplicación de cola se ha hecho correctamente y las cajas salen pegadas en su interior, comprobaremos que la roldana de contrapresión de la Unidad de encolado inferior no esté demasiado baja o que se haya depositado cola en su ranura central y por ello gotea.
7-QUÉ HACER CUANDO SE ACUMULAN CAJAS EN LA ENTRADA DE LA ESTACION DE PRENSADO
- Comprobaremos la distancia entre cajas, el ajuste de los brazos expulsores superiores , la distancia entre el extremo de los brazos expulsores inferiores y que la banda continua inferior sea la correcta y corresponda al largo de una caja.
8-QUÉ HACER CUANDO EL CONTADOR ELECTRONICO NO CONTABILIZA
- Es debido a la acumulación de polvo que se deposita en el lector de la célula fotoeléctrica. La solución es limpiarlo con regularidad, para que no se produzca. Su funcionamiento también puede ser alterado cuando la temperatura y humedad ambiental son excesivas.
Como última recomendación, no dude en consultarnos:
* Cuando tenga una avería no localizable.
* Cuando tenga alguna dificultad en la preparación de algún tipo de caja, carpeta, etc.
Diríjase a nuestro DEPARTAMENTO TECNICO, que con su experiencia, hallará la fórmula más sencilla para resolver su problema.
¿Tienes dudas de cómo procesar distintos diseños y materiales?. No dudes en contactarnos