
La reducción de los riesgos laborales y la optimización de los puestos de trabajo son una gran preocupación de los propietarios y directivos del sector de las artes gráficas y manipulados del Cartón. Una área a considerar es la sección de troquelado, dónde a menudo se realiza la extracción del retal de las pilas troqueladas a mano, ya sea porque no se dispone de estación de expulsión integrada a la máquina troqueladora, o porque la preparación de dicho expulsor no está justificada a nivel de rentabilidad, ya que el tiraje es muy corto.
El destroquelado a mano, tiene efectos negativos en la productividad, no sólo por la generación de cuellos de botella, sino también porque implica un esfuerzo considerable para el operario, que a menudo desemboca en estrés y en el peor de los casos lesiones de espalda y bajas.
Existen herramientas de bajo coste como las máquinas desbrozadoras que pueden minimizar los problemas anteriormente citados, pero es importante para obtener resultados satisfactorios, una previa preparación del troquel que se explica brevemente a continuación:
Dicha preparación consiste en realizar unos puntos de unión, muescas o hendiduras en los flejes de corte para evitar que las poses queden totalmente separadas evitando su desprendimiento al troquelar. El fabricante de troquelados o el propio usuario puede hacer las muescas mediante una muela para puntos de unión antes de colocar los cauchos.
El número, la posición y el tamaño de los puntos de unión dependen del tipo de caja fabricada. Sin embargo, es necesario respetar las siguientes reglas:
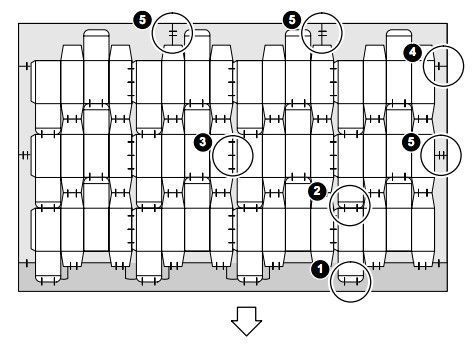
1- Enlace de las poses con la toma de pinzas: Hacer los puntos de unión según la imposición.
2- Enlace entre las poses: Para cada pose, hacer puntos de unión en el sentido de marcha. Alinearlos con respecto a aquellos que unen las poses con la toma de pinzas.
3- Entre cada pose, hacer algunos puntos de unión en el sentido transversal.
4- Enlace de los desperdicios exteriores: En cada uno de los flejes que separan los desperdicios laterales del desperdicio frontal y trasero, crear puntos de unión.
5- Si los desperdicios exteriores han sido separados, hacer puntos de unión en cada uno de los flejes de separación o utilizar flejes perforadores.
6- Posición de los puntos de unión: Respetar una distancia mínima de 4 mm entre el extremo del fleje y el punto de unión.
7- Si la resistencia del punto de unión es insuficiente, agregar un segundo punto de unión a 6 – 10 mm de distancia del punto existente.

Contra más pequeña la sección de corte, más fácil el desbarbado. No es aconsejable secciones de corte de más de 45 cm.
Una buena preparación del troquel es vital para un correcto destroquelado para reducir al máximo los tiempos muertos en la sección de troquelado y disponer de las pilas perfectamente troqueladas, apiladas y desbarbadas en el mínimo tiempo posible.